l’intaglio al centro del cordone di saldatura deve rimanere al di
sopra del diametro esterno dei tubi;
sulla superficie esterna del cordolo non vi devono essere poro-
sità, inclusioni di polvere o altre contaminazioni;
la superficie del cordolo non deve manifestare eccessiva lucen-
tezza in quanto il fenomeno è indice di avvenuto surriscalda
mento;
il cordone di saldatura deve essere regolare ed uniforme per
tutta la circonferenza; non devono evidenziarsi rotture superfi
ciali;
il disassamento degli elementi saldati non deve risultare
superiore al 10% del loro spessore, con un massimo di 2 mm:
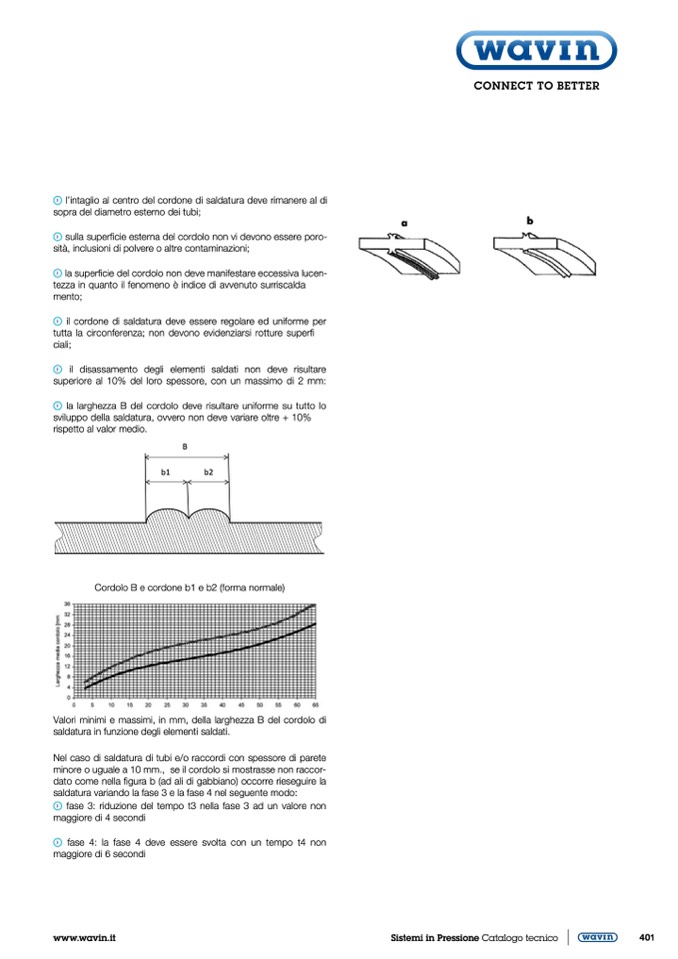
la larghezza B del cordolo deve risultare uniforme su tutto lo
sviluppo della saldatura, ovvero non deve variare oltre + 10%
rispetto al valor medio.
B
b1
b2
Cordolo B e cordone b1 e b2 (forma normale)
Valori minimi e massimi, in mm, della larghezza B del cordolo di
saldatura in funzione degli elementi saldati.
Nel caso di saldatura di tubi e/o raccordi con spessore di parete
minore o uguale a 10 mm., se il cordolo si mostrasse non raccor-
dato come nella figura b (ad ali di gabbiano) occorre rieseguire la
saldatura variando la fase 3 e la fase 4 nel seguente modo:
fase 3: riduzione del tempo t3 nella fase 3 ad un valore non
maggiore di 4 secondi
fase 4: la fase 4 deve essere svolta con un tempo t4 non
maggiore di 6 secondi
www.wavin.it
Sistemi in Pressione Catalogo tecnico
401

