4.4.2. Procedura per la saldatura
di un manicotto elettrico
Per ottenere una giunzione di qualità, occorre attenersi a
quanto indicato nelle norme di riferimento relative alla tipologia
di saldatura (elettrofusione od a elementi termici per contatto).
Per la saldatura ad elettrofusione occorre:
(A) Verificare visivamente che i
tubi non presentino intagli ed abra-
sioni rilevanti. Controllare il valore di
SDR presente sul raccordo ovvero
che il campo di saldabilità del
raccordo rientri nel valore di SDR
del tubo.
(B) Tagliare le estremità dei tubi
da saldare ad angolo retto. Utiliz-
zare appositi tagliatubi.
(C) Misurare l’ovalizzazione e controllare che quest’ultima non
sia superiore all’1,5% calcolata secondo la formula:
Ov = (De max-De min)/Dn x 100 ≤ 1,5.
Ovalizzazioni superiori all’1.5% sono da correggere con l’ausilio di
riarrotondatori, onde riportare la misura nelle tolleranze.
(D) Pulire le estremità dei tubi da polvere, terra e unto con panno
pulito o carta morbida di buona consistenza, leggermente imbevuti
con apposito detergente per polietilene
(E) Marcare con un pennarello o una matita cerosa l’area
del tubo da raschiare che si deve estendere per una lunghezza
maggiore della metà del manicotto/raccordo per almeno 10 mm.
L’operazione di raschiatura da effettuarsi con l’ausilio di raschiatori
preferibilmente meccanici, deve essere completa, uniforme e
deve essere realizzata con una profondità di almeno 0,1 mm per
diametri ≤63 mm e 0,2 mm per diametri ≥ 75 mm.
Non utilizzare tela smeriglio, lime o carta abrasiva.
(F) Pulire prima di
accoppiarlo con il raccordo
elettrosaldabile, in direzione
circonferenziale con un panno
pulito o carta morbida di
buona consistenza e legger-
mente imbevuto con idoneo
detergente per polietilene,
tutte le superfici raschiate
compresa la superficie interna
del raccordo elettrosaldabile,
che deve essere prelevato dalla sua confezione protettiva solo al
momento dell’impiego. Fare attenzione a non toccare le superfici
appena pulite. Eventualmente ripetere l’operazione di pulizia. Assi-
curarsi che le superfici siano ben asciutte.
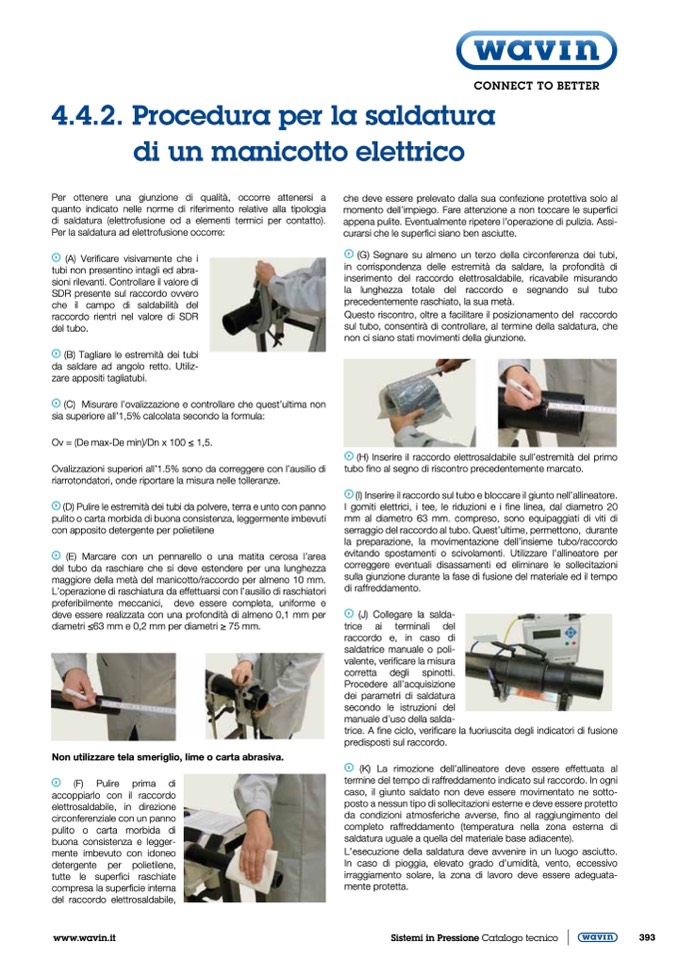
(G) Segnare su almeno un terzo della circonferenza dei tubi,
in corrispondenza delle estremità da saldare, la profondità di
inserimento del raccordo elettrosaldabile, ricavabile misurando
la lunghezza totale del raccordo e segnando sul tubo
precedentemente raschiato, la sua metà.
Questo riscontro, oltre a facilitare il posizionamento del raccordo
sul tubo, consentirà di controllare, al termine della saldatura, che
non ci siano stati movimenti della giunzione.
(H) Inserire il raccordo elettrosaldabile sull’estremità del primo
tubo fino al segno di riscontro precedentemente marcato.
(I) Inserire il raccordo sul tubo e bloccare il giunto nell’allineatore.
I gomiti elettrici, i tee, le riduzioni e i fine linea, dal diametro 20
mm al diametro 63 mm. compreso, sono equipaggiati di viti di
serraggio del raccordo al tubo. Quest’ultime, permettono, durante
la preparazione, la movimentazione dell’insieme tubo/raccordo
evitando spostamenti o scivolamenti. Utilizzare l’allineatore per
correggere eventuali disassamenti ed eliminare le sollecitazioni
sulla giunzione durante la fase di fusione del materiale ed il tempo
di raffreddamento.
(J) Collegare la salda-
trice ai terminali del
raccordo e, in caso di
saldatrice manuale o poli-
valente, verificare la misura
corretta degli spinotti.
Procedere all’acquisizione
dei parametri di saldatura
secondo le istruzioni del
manuale d’uso della salda-
trice. A fine ciclo, verificare la fuoriuscita degli indicatori di fusione
predisposti sul raccordo.
(K) La rimozione dell’allineatore deve essere effettuata al
termine del tempo di raffreddamento indicato sul raccordo. In ogni
caso, il giunto saldato non deve essere movimentato ne sotto-
posto a nessun tipo di sollecitazioni esterne e deve essere protetto
da condizioni atmosferiche avverse, fino al raggiungimento del
completo raffreddamento (temperatura nella zona esterna di
saldatura uguale a quella del materiale base adiacente).
L’esecuzione della saldatura deve avvenire in un luogo asciutto.
In caso di pioggia, elevato grado d’umidità, vento, eccessivo
irraggiamento solare, la zona di lavoro deve essere adeguata-
mente protetta.
www.wavin.it
Sistemi in Pressione Catalogo tecnico
393

