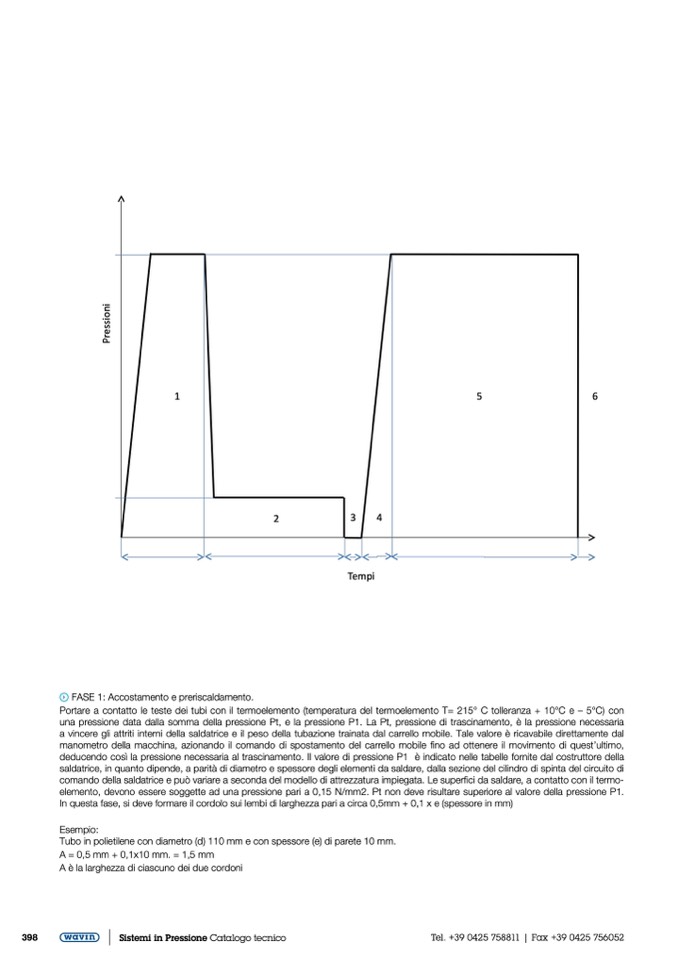
Grafico processo di saldatura a singola pressione
La saldatura di giunti testa a testa di tubi e/o raccordi con procedimento ad elementi termici per contatto deve essere eseguita seguendo
le fasi del ciclo di saldatura riportate nel seguente grafico:
1
3
4
5
2
6
Tempi
FASE 1: Accostamento e preriscaldamento.
Portare a contatto le teste dei tubi con il termoelemento (temperatura del termoelemento T= 215° C tolleranza + 10°C e – 5°C) con
una pressione data dalla somma della pressione Pt, e la pressione P1. La Pt, pressione di trascinamento, è la pressione necessaria
a vincere gli attriti interni della saldatrice e il peso della tubazione trainata dal carrello mobile. Tale valore è ricavabile direttamente dal
manometro della macchina, azionando il comando di spostamento del carrello mobile fino ad ottenere il movimento di quest’ultimo,
deducendo così la pressione necessaria al trascinamento. Il valore di pressione P1 è indicato nelle tabelle fornite dal costruttore della
saldatrice, in quanto dipende, a parità di diametro e spessore degli elementi da saldare, dalla sezione del cilindro di spinta del circuito di
comando della saldatrice e può variare a seconda del modello di attrezzatura impiegata. Le superfici da saldare, a contatto con il termo-
elemento, devono essere soggette ad una pressione pari a 0,15 N/mm2. Pt non deve risultare superiore al valore della pressione P1.
In questa fase, si deve formare il cordolo sui lembi di larghezza pari a circa 0,5mm + 0,1 x e (spessore in mm)
Esempio:
Tubo in polietilene con diametro (d) 110 mm e con spessore (e) di parete 10 mm.
A = 0,5 mm + 0,1x10 mm. = 1,5 mm
A è la larghezza di ciascuno dei due cordoni
398
Sistemi in Pressione Catalogo tecnico
Tel. +39 0425 758811 | Fax +39 0425 756052
P
r
e
s
s
i
o
n
i

